











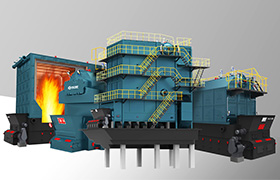






东莞10吨节能燃煤锅炉,中正锅炉YQW系列燃尽率高
一台锅炉的制造需要经过下料、成形、焊接、探伤、水压试验等许多重要环节,中正的数字化管理贯穿了整个流程。在汽包生产车间,高速数控钻床正在按控制系统的指令高效运转,上千个孔,不到二十个小时就能精准完成,而这样的工作量,人工最少需要一周;先进的自动焊接设备在光电系统跟踪下完成纵、环缝的自动化焊接,既提高了效率又有效保证了焊接质量,焊工在视屏前就可完成操作,远离了烟气污染及强光对眼睛的伤害,实现了绿色生产。
工业锅炉常用的汽水分离装置有:·进口挡板·水下孔板·均汽孔板·集汽管·蜗壳式分离器蒸汽锅炉的给水大多由上锅筒引入。给水管的作用是将锅炉给水沿锅筒长度方向均匀分配,避免过于集中在一起,而破坏正常的水循环;同时为避免给水直接冲击锅筒壁,造成温差应力。
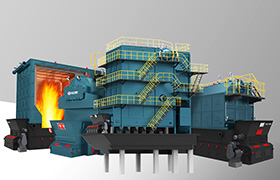
独创下料数字化,焊接自动化,装配模具化的工艺标准使绝大多数产品可以满足客户短时间交货的需要。专业的制造水平满足客户“质量、品质、性能”的追求,让每一台中正制造都成为凝结匠心的上乘之作,东莞10吨节能燃煤锅炉。
东莞10吨节能燃煤锅炉,由于炉膛的烟囱效应,炉膛下部的烟气负压比炉膛上部大。当需要放渣时,将炉膛下部灰斗的放渣门开启,因为灰渣的体积较大,为了使灰渣顺利排出,放渣门开得较大,为了操作人员的安全,出渣时炉膛要维持一定的负压。所以,放渣时大量冷空气从放渣门进入炉膛是不可避免的。大量冷空气从炉膛下部进入炉膛,不但使火焰中心上移,炉膛吸热量减少,而且还使炉膛出口的过量空气系数增加。过热器吸热量的增加必然导致过热汽温上升。

东莞10吨节能燃煤锅炉,禁止新建燃煤自备电厂。在重点地区执行《江苏省化工钢铁煤电行业环境准入和排放标准》。燃煤电厂2019年底前全部实行超低排放。实施燃煤电厂深度治理。实行燃煤电厂和燃煤机组排放绩效管理,对燃煤机组排放绩效进行评估排名,坚决淘汰关停环保、能耗、安全等不达标的30万千瓦以下燃煤机组。

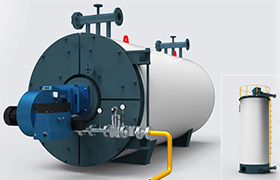
角管式燃气锅炉是利用一个管路系统作为整台锅炉的骨架,由其自身承受锅炉的全部负荷,所以也成为无构架锅炉,同时这个骨架又兼做锅炉的下降管和上下集箱之用。该锅炉锅筒为外置式,炉膛为全封闭的膜式壁结构,对流受热面采用旗管结构,角管式锅炉具有结构紧凑、钢耗低、升温快等优点,因而得到较普遍的应用。该锅炉为散装结构。
通过中正锅炉销售与技术团队的通力合作,一次次修改技术方案,一次次与客户深入交流,不断满意用户特殊要求,中正锅炉成功中标绵阳市某上市化工集团蒸汽锅炉项目。











