

















广安十五吨节能燃煤锅炉 价格趋势 中正锅炉助力企业产能升级设备改造
数十年来,中正锅炉始终引导工业锅炉制造品质,并持续沉淀,创立下料数字化,焊接自动化,装配模具化的工艺标准,各主要部件已实现专业化、 规模化生产,绝大多数产品可以满足客户短时间交货的需要。 专业的制造水平满足客户“质量、品质、性能”的追求,让每一台中正制造都成为凝结匠心的上乘之作。引进国外的先进数控切割设备,保证后期焊接和装备质量, 目前公司板材的下料数控率达到了80%以上, 并进行了大规模焊接和装配的工艺革命,采用机械自动焊接,实现装配模具化,逐步减少划线装配的传统加工手段,消灭了划线差错, 同时公司引用先进的计量检测设备也为制造出优质的产品提供了有力的保障。
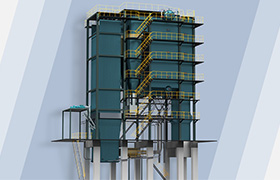
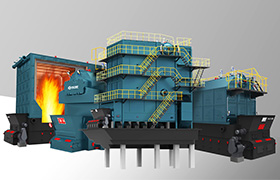
广安十五吨节能燃煤锅炉,双压系统的窑尾锅炉排气需要提供给水泥生产系统作为烘干用热源,因此排气温度不能太低,故窑尾锅炉只设蒸发器和过热器,蒸发器给水由窑头锅炉的高压省煤器加热后供给。窑头锅炉排气温度要保证在系统中不结露和节点温差合理的前提下尽可能低。为了加大热利用率,窑头锅炉分为两段,分别由高压省煤器、蒸发器、过热器和低压省煤器、蒸发器、过热器组成,高压省煤器加热后的热水同时作为窑尾蒸发器和窑头高压蒸发器的给水。窑头低压省煤器加热后的热水供窑头低压蒸发器使用,窑尾锅炉及窑头锅炉高压过热器同时生产一种压力的过热蒸汽,混合后进入汽轮机入口段。窑头低压过热器生产压力较低的过热蒸汽,并单独进入汽轮机的中段。汽轮机的排气经凝汽器凝结成水由凝结水泵输送到除氧器,除氧后一部分水由高压给水泵加压送回窑头锅炉的高压省煤器重新循环,另一部分水由低压给水泵加压送回窑头锅炉的低压省煤器重新循环。
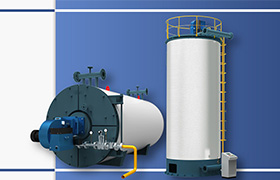
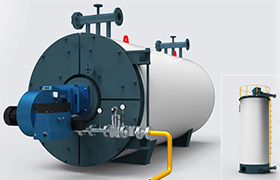
中正锅炉除了显著的环保性,天然气采暖如何充分利用热能,降低成本也是企业和社会共同关注的焦点。中正燃气供暖锅炉尾部增设了流量冷凝器,采用模块化可分式设计,内部高密度耐腐蚀的ND钢螺旋鳍片管,不仅体积小,而且换热系数高,能够充分吸收锅炉尾部烟气中的大量潜热,确保综合热效率高达98%以上,超国家一级能效标准,广安十五吨节能燃煤锅炉。
提高给水温度无论是蒸发量保持不变还是燃料量不变,都不能提高锅炉效率。但提高给水温度可以提高发电厂的循环热效率,从而降低发电煤耗。 发电厂热效率等于锅炉效率、汽轮机效率。管道效率及发电机效率四者之积。汽轮机的热效率很低,一般为30%~40%,这是因为汽轮机将蒸汽的热能转变为机械能时不可避免地要产生冷源损失。温度和压力很高的蒸汽在汽轮机内膨胀做功后,从未级叶片出来的蒸汽温度和压力都很低,为了使蒸汽能充分膨胀,凝汽器内应维持很高的真空度,同时为了使膨胀做功后的蒸汽回到锅炉中去,必须将汽轮机的排汽凝结成水,用水泵打入锅炉形成热力循环。汽轮机的排汽进入凝汽器,由冷却水将排汽凝结成水,并将排汽的潜热带走,这部分热量约占主蒸汽含热量的50%以上。这部分热量对凝汽式电厂来说不但不可避免,而且也无法利用。这就使得发电厂循环热效率只有30%左右,采用单一介质循环的世界上效率最高的机组也仅略超过40%,广安十五吨节能燃煤锅炉。
全面淘汰10蒸吨/小时及以下高污染燃料锅炉,城市建成区淘汰每小时35蒸吨/小时以下燃煤锅炉。到2020年底,基本淘汰10蒸吨/小时以上35蒸吨/小时以下燃煤锅炉。在南湖区、秀洲区、嘉善县等地的服装纺织、木材加工、水产养殖与加工等行业,试点蓄热式工业电锅炉替代集中供热管网覆盖范围以外的燃煤锅炉。
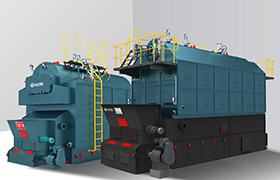
烟管与管板的焊接采用先预胀,消除管与管板的间隙,再采用氩弧自动焊的焊接工艺。有效的消除应力,延长锅炉使用寿命。锅炉纵、环缝焊接均采用先进的埋弧自动焊工艺,保证焊接质量。所有纵、环缝焊均进行100%的射线探伤。翅片管采用ND钢或不锈钢材质,有效地解决了钢材的低温腐蚀设立工序检查停止点,严格保证先胀后焊工序的执行,避免管孔开裂

中正锅炉作为工业锅炉的“领头羊”,始终默默笃行,坚守初心,将产品品质作为衡量企业未来发展的重要指标。为进一步保证用户效益,提升使用体验,此次中正锅炉2019年“质量万里行”活动顺势启航。












